This simple guide is useful and essential to choose the right blade for each specific cutting requirement. BASIC NOTES
Thickness: depending on the diameter of the flywheels and the cutting speed.
Width: depending on the cutting radius to be made.
Tooth pitch: depending on the size of the material to be cut.
Type of blade: depending on the hardness / type of material to be cut.
Features of the blade
Width is the distance between the back of the blade and the end of the teeth.
⦁ The manual of each sawing machine indicates the maximum width that the machine can assemble, for an optimal and faster cut it is advisable to use the larger one.
⦁ In the case of machining with vertical ribs, choose the widest possible blade, but be as easy as possible to cut the smallest radius.
Thickness is the minimum size of the blade back.
⦁ Normally they are standard thicknesses depending on the type of sawing machine.
Road is the total distance of opening of the teeth.
⦁ Even for this point normally the shims are standard for most applications.
⦁ In some cases it is necessary to choose an oversized road, in particular case with pieces that close the cut and large sections to avoid quickly ruining the road.
Step (teeth per inch or TPI) indicates the spacing of the tooth.
⦁ The tooth pitch is determined by the size and type of material to be cut, as summarized in the table below
CHOICE OF STEP FOR FULL MATERIALS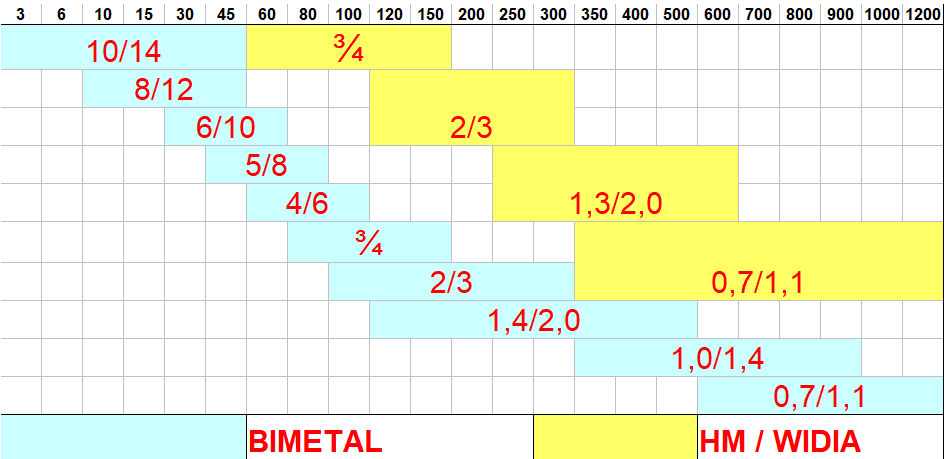
CHOICE OF STEP FOR METAL PROFILES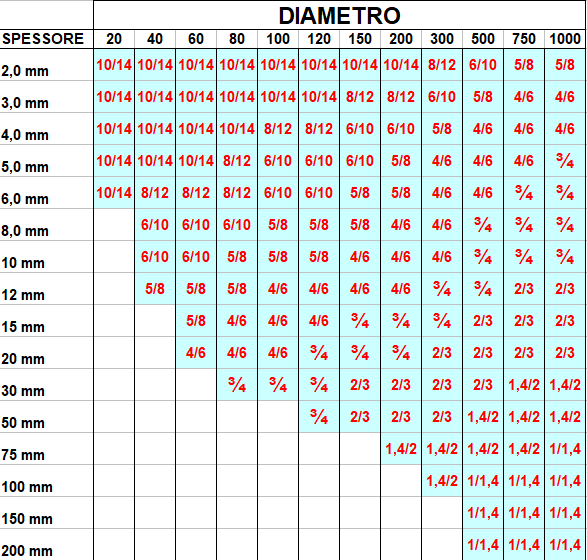
You have to choose the maximum size of the piece to be cut on the horizontal scale. And check the wall thickness on the vertical column and you will find the recommended step on the table.
For a quicker cut choose the next larger toothing.
If too small teeth are used, the curtain grooves will overflow and will damage the blade.
For pack cutting:
• For round tubes, double the wall thickness and find the correct pitch.
• For square and rectangular tubes, consider the maximum section to be cut in the package and the sum of the shims.
Rodage of the blade
The break-in of the blade consists in cutting for at least 30 minutes at 50% of the speeds normally used. Why do you want to break the blade?
The run-in procedure smoothes and reinforces the new ultra sharp teeth, and eliminates the processing residues of the new blade by strengthening it.
The correct running-in is essential for the blade can increase the duration from 25 to 50%.
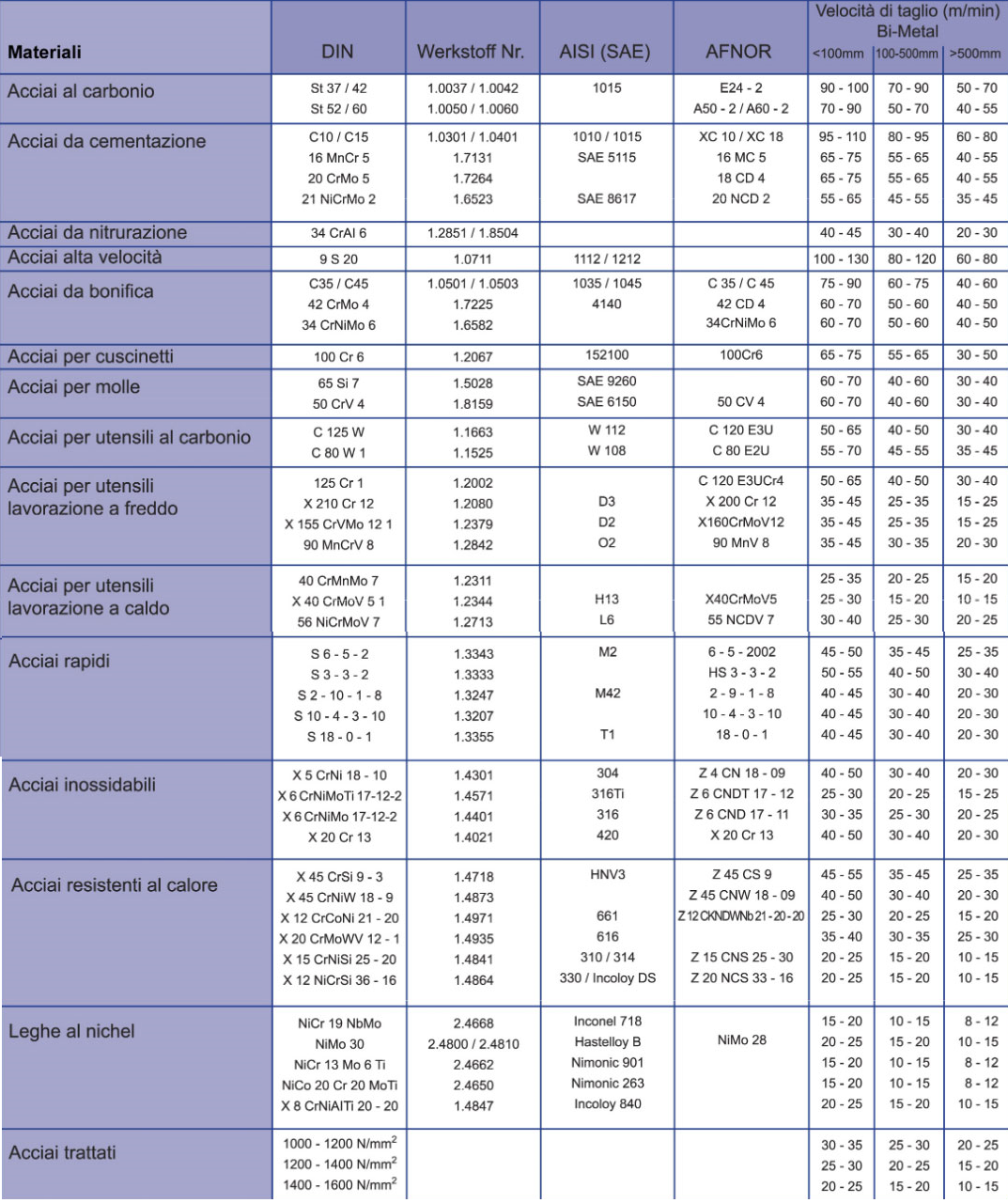
Indicative speeds for steel materials.